
模型3d打印顶部有点凹陷,怎么调整填充率才好?
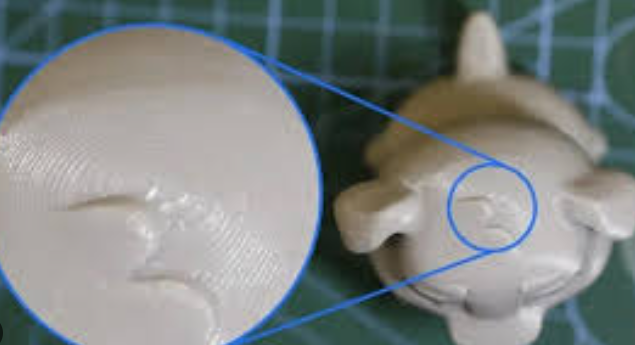
你是否也遇到过这样的烦恼:辛苦建模数小时,打印出的成品却在临门一脚时泄了气,顶层表面像泄了气的皮球一样微微下塌,那种原本该有的平整质感荡然无存?这种“顶部凹陷”不仅是视觉上的败笔,更是结构强度不足的预警。面对这种情况,很多朋友第一时间想到的就是疯狂增加填充率,但这真的是最优解吗?杰呈3D打印,以150余台高精度设备,为您解决每一处打印微瑕,让创意完美落地。
其实,模型顶部的平整度是由填充率、顶层厚度以及打印温度共同决定的“平衡艺术”。单纯地把填充率拉满,往往会导致材料浪费和打印时长激增,甚至可能因为热应力过大导致模型翘曲。我们更应该关注的是填充图案的支撑密度,以及顶层密封层的层数。当内部格状支撑过于稀疏时,熔融状态的材料在跨越空隙时就会产生物理性的下垂。优秀的打印参数设置,应该是在保证结构稳固的前提下,寻求材料消耗与表面质量的最优配比。
为了攻克这类精度难题,杰呈3D打印的工程师平均经验都在8年以上,他们深谙每一种材料的收缩特性。记得去年有一家研发精密仪器的企业,其外壳模型在其他作坊打印时,总是出现严重的顶部塌陷,导致内部组件无法精准卡位。我们接手后,并未盲目堆砌填充率,而是通过调整“阶梯式填充算法”,在靠近顶部的区域动态增加支撑密度,配合优化后的风扇冷却曲线。最终交付的成品表面平整度误差控制在0.05mm以内,直接帮客户缩短了近一周的装配调试周期。此外,我们也曾协助汽车配件客户利用复杂结构一体化成型技术,解决了多零件组合后的形变问题;而在医疗器械教具的制作中,通过对比不同工艺的表现差异,我们为客户选择了更稳定的光固化工艺,彻底杜绝了空心结构的塌陷隐患。
很多客户在自主打印时,往往面临研发周期长、调试成本高的问题。为什么专业设备与经验更省心?因为在杰呈,我们拥有“72小时研发闭环”系统,从方案评审到首件确认,每一个细节都经过数字化检测。
- 问题:模型大面积平顶出现“枕位”效应(局部鼓包或下陷)。
- 方法:采用技术协同方案,结合SLA高精度光固化或优化FDM的顶层补偿算法,将顶层层数提升至5层以上。
- 效果:表面光滑度提升40%以上,成品直接达到免打磨交付标准。
作为一家深耕行业多年、长期合作企业超过60000家的工厂,我们深知“快”与“精”是企业的生命线。面对急单,我们开辟了“24小时紧急交付通道”,依托日产能13000件+的强大吞吐量,确保您的项目不因打样问题而停滞。我们坚持流程透明,从计价到后处理分级明码标价,拒绝低价陷阱,只做高质交付,真正让每一份信任都转化为触手可及的优质成品。
与其在参数设置的迷宫里反复试错,不如将专业的事情交给专业的团队。杰呈3D打印不仅仅是您的代工厂,更是您的技术顾问。如果您正面临模型顶部塌陷、尺寸超差或材料选择困惑,请联系杰呈,让我们用150台专业设备的硬实力,为您的创新之路保驾护航。
