
3D打印翘曲应对指南:PLA、PETG、ABS的4种实用修复技巧
当挤出的线材冷却速度过快导致收缩时,问题就出现了。这种收缩会像"拉链"一样拽动下一层材料,产生向内的拉力;下一层又会继续拽动更下层,层层传递直到第一层。如果打印床的附着力不够强,第一层就会从床面上翘起来,形成明显的卷边。这种情况在打印温度偏低、收缩率大的材料(比如ABS)时会更明显——哪怕暂时没翘边,材料内部也会因为各层收缩不均产生"内伤",导致成品变脆、抗冲击能力下降。
为什么会发生翘曲?

FDM 3D打印用的耗材大多是热塑性塑料,其特性是加热后熔化成液体,冷却后又变回固体。打印时,耗材被加热到熔点以上挤出,堆叠在打印床上。
热塑性塑料加热时会膨胀,冷却后收缩并恢复固态。这种体积变化会让挤出的塑料产生运动,而正是这种运动导致了翘曲:已冷却变硬的层会拽着未完全冷却的新层收缩。若打印物体的底层冷却速度远快于新挤出的层,整个结构就会被迫松开对打印床的"抓地力",最终卷曲变形。
更棘手的是,问题可能在打印接近完成时才突然出现,导致原本完美的作品功亏一篑。
理想情况下,若能让整个打印模型的温度始终均匀,它根本不会变形。但现实中难以实现,我们能做的只有尽量稳定温度,同时让模型紧紧"粘"在打印床上。
四种有效防止翘曲的方法
一、精准调控温度

温度(包括耗材、打印床及环境温度)是防止翘曲的关键,它能引导材料逐步冷却收缩。以下是具体操作:
- 加热床的使用:加热平台可增强首层附着力,并让前几层保持半凝固状态。不同耗材(如PLA、ABS)的适配床温通常由厂家标注(如ABS需100℃以上,PLA约50-60℃)。若翘曲,可尝试调高床温5-10℃增强粘性,但超过厂家建议值15℃仍无改善时,需排查其他因素。
- 封闭打印环境:封闭式打印舱能维持恒定高温,减少材料急速冷却收缩,尤其对尼龙、PC等工程级耗材效果显著,还能提升成品机械性能。若无自带封闭结构,可用亚克力板或纸箱自制简易封闭空间。
- 控制腔体温度:对PLA、PETG等易打印材料,需保持腔内温度较低(PLA不超过35℃、PETG不超过45℃),避免喷嘴因长时间高温出现"热蠕变"(材料软化堵塞)。
- 减少冷空气干扰:若无法封闭打印区域,可关闭门窗或避开空调直吹,防止冷空气加速材料冷却。
- 灵活调整冷却风扇:打印首层时建议关闭或调低风扇转速,避免材料过快凝固导致附着力下降;后续层可逐步开启风扇,帮助桥接、减少拉丝并保持形状精准。
二、增强打印床附着力

提高首层与打印床的粘合强度,可直接防止边角翘起。操作前可在床面涂抹粘性物质,但需先测试小部件,避免粘太紧损坏模型或床面:
- 发胶或专用喷雾:如3DLac,适用于大多数耗材。
- PVA胶棒或专用粘合剂:如Magigoo,均匀涂抹薄层即可辅助PLA等材料粘合。
三、优化切片软件设置
通过调整切片参数,可增强模型与床面的结合力:
- 降低首层打印速度:首层速度应远低于后续层,确保充分粘合。
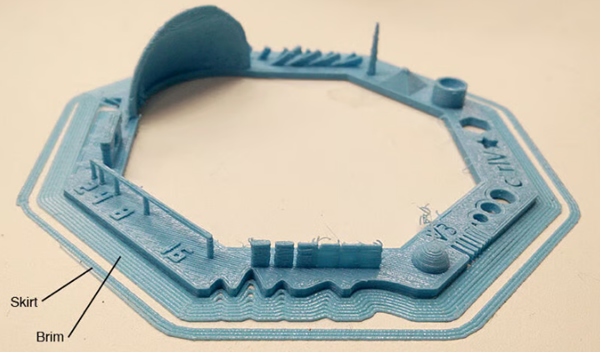
- 添加裙边或帽檐:裙边是模型边缘的偏移轮廓,帽檐是底座边缘的额外层,两者均可拓宽底座,增强抓地力。
- 设计底座或鼠耳:底座可扩大模型底部接触面;鼠耳(檐耳)是打印在模型角落的小圆盘,增强角落附着力,打印完成后易拆除。
四、保持打印床清洁
打印床上的油脂、灰尘或粘合剂残留会降低附着力。每次打印前需彻底清洁床面:
- 用肥皂水清洗并擦干,或用异丙醇(IPA)擦拭(注意材质兼容性)。
- 避免用手直接触碰床面,防止油脂残留。
特殊情况:打印床自身翘曲
少数情况下,打印床会随模型一起翘曲,多见于大型打印件(首层面积大)搭配弹簧钢表面时。此时打印床的附着力可能超过磁吸力,导致柔性床面弯曲。解决方法是提高打印环境温度,减轻材料收缩应力。
通过以上方法平衡温度、增强附着力并优化打印参数,可有效减少翘曲风险,提升3D打印成功率。
